The
Anti-Reflection Lens Coating Course, which follows, begins with
a brief history, then goes on to discuss the Patient benefits
of AR. It continues with a description of some technical aspects
such as Constructive and Destructive Interference, and then
provides an overview of the current technologies and equipment
used in the actual AR coating process. . (See complete Free
Courses List. See Training
Resources.)
The
second part of the course describes in-office techniques that
should be used to help prepare lenses for the AR coating process
and includes tips for cutting and edging lenses as well as the
use of AR with certain cosmetic lens treatments such as tinting
and edge polishing. The course concludes with techniques that
can be used for effectively presenting AR coating to Patients.
Much
of the information contained in this course is provided courtesy
of the AR Council. The AR Council is a non-profit industry association,
that was founded in 1989 and is comprised of a variety of companies
with a strong interest in anti-reflective coatings. It promotes
the use of anti-reflective coatings on eyewear through education,
marketing, public relations and advertising.
Anti-Reflection Lens Coating Overview
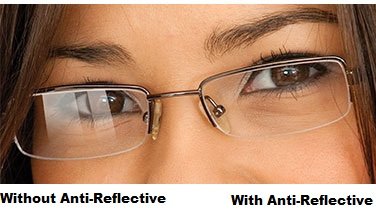
AR
improves a Patient's appearance by making their lenses appear
to
be virtually invisible by reducing the glare on the surface
of the lenses.
And the Patient's vision is improved due to the transmission
of more light.
The
most obvious and demonstrable advantage in the use of an AR
coating is its visual and cosmetic improvement qualities. AR
coating reduces reflections off the front and back surfaces
of the lens that allow many people to actually see better, especially
at night.
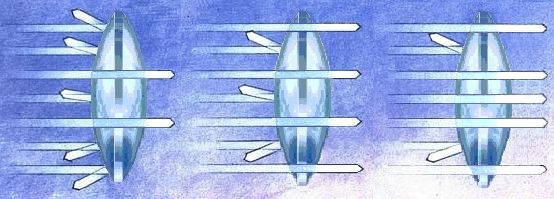
From left to right are lenses
without coating, single coated, and multicoated.
From the first to the third image the light transmission improved
from 96% to 99.5%.
Anti-reflective coatings have been popular for many years in
Europe and Asia because of the visual and cosmetic improvements
to the wearer. It is estimated that only about 12-15% of optical
prescriptions in the United States are coated with AR, compared
with 65% in Europe and 95% in Japan. Part of the reason for
the relatively low acceptance in the United States is the popularity
of plastic lenses; it is more difficult to reduce reflections
on plastic lenses than it is on glass. While anti-reflective
coatings have obtained a reputation as being difficult to clean
and easy to scratch, recent improvements in coating and lens
technology have begun to overcome these earlier objections resulting
in a more viable product.
It was in 1892 when the principle of “thin film coating”
was first discovered. Dennis Taylor, an English scientist, found
that an older lens that had been oxidized would transmit more
light than a newer lens. The cause of this phenomena was tarnish
which had, with time, accumulated on the lens through oxidation.
Taylor accidentally discovered that the tarnish caused improved
light transmittance through the lens. By 1904, Taylor patented
a method for artificially aging lenses by using a method of
chemical treatment.
Forty-three years later modern AR coatings were developed in
Germany, but were held by the government for military reasons
until 1939. The first introduction for ophthalmic purposes didn’t
come until 1957 for the glass market and 1974 for plastic ophthalmic
lenses. This early introduction was in Europe only.
An AR coating is a very thin film. Because it is less than one
wave length of light in thickness it is measured in angstroms,
which is one-tenth of a billionth of a meter. A simple analogy
may work better in understanding a “thin film” coating.
Imagine a plaster wall 150 feet thick with a covering of wallpaper.
That proportion of wallpaper would equal the thin film of AR
coating on the front of a lens 2 mm thick.
Examples of the latest in thin film AR Coating


At left a single coated lens using
thin film in the 1950's - 1970's.
At right a more recent lens. Green-purple reflections means
all lenses are multicoated.
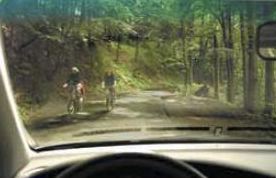
AR coated lenses can also significantly improve night driving
vision. The contrast of bright lights from oncoming cars against
the blackness of night increases the incidence of noticeable
reflections for the wearer which can effect visual acuity.


One of the most frequent complaints
of eyeglass wearers is the
"halo" or "starburst" effect from lights
at night. AR significantly reduces
these effects, producing a remarkable improvement in night vision.


This is especially true while
driving at night. Reduced glare from surrounding
lights as well as oncoming headlights enables you to drive more
safely at night.
Anti-reflective coatings are part of a larger family of “thin
film” coatings which can be deposited on a lens or other
transparent media by a process of vacuum deposition. You would
not want to buy a multiple lens system, like those found in
microscopes, telescopes, binoculars or cameras, without an excellent
anti-reflective coating applied. Each lens in the instrument
would reduce the light transmitted to the eye in succession.
Thus, the object being viewed would appear more dimly lit or
less bright than it would with AR coating. Multiple lens systems
with AR coatings have been used for years by manufacturers of
quality cameras. Without a good AR coating, “ghost”
images caused by internal reflections, can appear and ruin your
photographs.



General
uses of AR Coated Lenses
 Ophthalmic
Optics
Ophthalmic
Optics
Laser Mirrors
Microscopes
Binoculars
Aircraft
Instruments
Precision
Optics
Cameras
 Ophthalmic
Optics
Ophthalmic
Optics
Although
the reflections most obvious to the observer are seen from the
front surface of the lens, half of the reflections seen by the
observer standing in front of the person wearing the glasses
are, in fact, caused by the rear surface of the lens. Bright
objects to the rear of the wearer will also cause a reflection
from the front and rear surface of the lens to the wearer’s
eye.
One of the most common reflections is that of the wearer’s
own eye. These reflections are generated from both the front
and rear surface of the lens and will include the wearer’s
eyelashes and facial skin in the immediate area of the lens.
These so-called “ghost” images are reflected toward
the optical center of a minus lens. Reflections will not exceed
more than 8% of the total light or 4% per surface as a general
rule, but represent a significant number of distractions to
which a wearer will be subjected. These reflections, plus the
reduced light transmitted to the eye, can impact the vision
of the wearer.
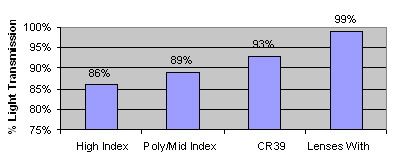
Only 92% of light entering an uncoated CR-39 lens is transmitted
through the lens; with a multi-layer coating that number increases
to nearly 99.5%. Both sides of a lens should be coated to maximize
efficiency. A multi-layered anti-reflection coating for the
lenses will improve the aesthetics of a high refractive index
material (1.6 or greater) more than CR 39 because high refractive
index materials naturally reflect more light. A material with
a refractive index of 1.6 transmits only about 87% of incident
light with 13% lost to reflections. An anti-reflection coating
will increase the percentage of transmitted light from 87% to
99%. AR coating is also especially effective with aspheric lenses
since the flatter back surfaces tend to create more back side
reflections.


At
left an untreated lens displays glare.
At right an AR coated lens. Light transmission is improved by
4%.
When light enters the lens, a portion of that light is reflected
from the front surface; about 4%. This means that light transmittance
is reduced by 4%. This happens again on the rear surface of
the lens, but for this discussion only the front surface will
be considered.
To better understand how AR coating works, lets review the basics
of wave theory. We’ll start with an analogy. Imagine two
stones thrown into a pond or rain drops hitting a puddle. The
waves emerging from two stones or drops of water eventually
run into each other canceling each other out. This is actually
the theory of “wave interference” at work. There
is positive or “constructive interference” and negative
or “destructive” interference.
Let’s look at constructive interference with this simple
example. One pile of sand added to another equals a pile twice
as high. Add a pile of sand to a hole in the ground of the same
volume and zero is the result. This is a visual example of destructive
interference.
Constructive
Interference
Add two piles of sand together and the result is a pile of sand
twice as high.
Destructive Interference
Add a pile of sand to a hole in the ground of the same volume
and the result is zero.
Anti-Reflection Coating
Technical Aspects
Returning
to the light wave, the same principle applies. Add the “plus”
waves together and the height of the new wave doubles. That
is constructive interference. But reverse one of the waves or
make a negative image of it, and then add the plus wave and
the minus wave. The result is zero. That is destructive interference.
Now consider the lens and how this application works to help.
Light waves enter an uncoated lens at obtuse angles causing
reflections on both sides of the lenses. After the AR coating
has been applied only direct light is allowed to pass through
the lens. This occurs because the thickness of the coating is
measured precisely in wave length thickness. To be more precise,
it is one quarter of a wavelength. This means that the waves
travels one quarter of its own length from the front surface
of the coating to the front surface of the lens. Then it travels
another quarter of its own length to leave the surface after
being reflected from the front surface of the lens. This is
an important concept if we are to understand how an anti-reflective
coating works. A light wave has now traveled one half of its
own length, thereby reversing itself against the next one and
the one before it. The waves create destructive interference
and cancel each other.
Light
transmission of different lens materials with and without AR
coating
Without
AR Without AR Without
AR AR
Since one coating layer is precisely matched to eliminate one
wavelength, other wavelengths (or colors) are not eliminated
completely. By adding additional layers of coatings to the surface,
additional wavelengths can be eliminated. This becomes a complex
formula best completed by computer. Each manufacturer has a
formula which is proprietary and felt to be their edge in this
competitive market. When measured on a spectrophotometer, each
of these individually formulated coatings appear differently
and become the AR coating “fingerprint” of that
manufacturer.
Every AR coating exhibits some residual color seen in the reflections
of even a multi-layer coating. The color is significantly less
in a multi-layer coating as compared to a bi-layer coating,
however. The variations in color and intensity sometimes helps
to identify the manufacturer of the coated product.
If a five layer coating is better than a two layer coating,
does that mean that a 20 layer coating would be better still?
AR coating efficiently is not directly improved by the number
of layers, so much as by what each layer contributes to the
reduction in reflection. Once again, the formulation of types
and thickness of each material to be used in the five layer
matrix becomes the priority in this very highly technical area
of optics.
In fact, it is only due to refinements in both coating equipment
and computers used to run them that these multi-layer coatings
can be enjoyed by the Patients. The actual process of AR coating
has evolved significantly over the last 50 years and is truly
a state-of-the-art “high tech” process which utilizes
a vacuum deposition technology. Modern AR coating equipment
has been known to cost between $500,000.00 and $1,000,000.00.
Keeping
lenses free of smudges and spots is a daily nuisance.
The process includes a hydrophobic/oleophobic layer applied
to the exterior of both sides of the lenses, which creates a
protective shield that repels water, dirt, dust and even oils.
This super smooth surface helps to keep lenses cleaner.


The photos above are of a
drop of water on top of of two lenses,
one with AR and the other uncoated. Notice how the droplet on
the left actually"beads up" or repels the water as
the surface
tension is removed by the AR coating, while the uncoated
lens on the right actual pulls the water toward the surface
of the lens. The same is true for dust dirt and even oil. Also
notice how the surface of the uncoated lens is much
more visible that that of the uncoated lens.
To begin the coating process, lenses must be carefully inspected
for scratches or surfacing imperfections. Lenses are thoroughly
cleaned to ensure good adhesion of the coating to the surface
of the lens. Sophisticated ultrasonic cleaning processes are
used by most coating companies, which utilize many cleaning
and rinse cycles.
Once thoroughly cleaned, the lens is inspected once again to
make sure that it has been properly cleaned (if a wax has been
applied to hide lens imperfections this cleaning will remove
the wax, highlight the scratches and make them more visible
after coating). Rejected lenses will be returned to the lab
to be remade.
The lens is placed in a degassing oven to assure that all moisture
has been removed. This is an important step to make the coating
process faster and efficient.
A typical vacuum coating machine has a rotating lens rack at
the top of the unit. A monitoring device measures coating thickness.
The machine actually measures the change in the frequency of
an oscillating quartz crystal. The frequency of the crystal
changes as the coating builds on its surface. Optical monitors
can also be used in some cases. As the coating builds with the
oscillating quartz crystal, the mechanical energy is changed
to electrical energy and is fed into a computer for precise
layer thickness. The composition and formulation of the materials
evaporated onto the lens are proprietary. An electron beam gun
evaporates the material to be used in the coating application.
Vaporized molecules travel through the chamber to adhere to
the lens surface. In a multiple layer coating system the computer
controls the time and sequence of the deposition of coatings
per side during operation.
A microscopic view of a typical AR coated surface shows very
porous and bumpy areas in which oils and debris can accumulate
on the last hard AR layer. Lenses seem dirty, oily and smudgy
as a result of this porosity. A significant enhancement to the
AR coating process is the application of an additional layer
to fill in this porous material to provide a smooth, slick surface.
This aids in abrasion resistance and makes the lenses easier
to clean than any uncoated lenses. After the hydrophobic coating
application the lenses are annealed for a tight chemical bond.
As many of you know, AR coating with a hydrophobic coat make
the lenses much easier to care for and as with AR coating–the
hydrophobic coating will continue to be improved.
Preparing
lenses for AR Coating
Inspection
and Cleaning
Before being sent to the coating lab, the lenses must be thoroughly
cleaned and inspected in your office. A slight blemish or scratch
which may go unnoticed on an uncoated lens becomes much more
visible once the lens is coated. It’s best to inspect
the lenses under a bright light, such as a halogen lamp, to
get an idea what the lenses will look like after coating.
The lenses are inspected again by the lab, then thoroughly cleaned
with alcohol to remove any markings or dried edger material.
In the coating lab, the lenses are subjected to a series of
ultrasonic baths which make them “raw” so they can
accept a base to which the AR coating can adhere. The lenses
are then baked in an oven to remove any excess moisture, since
excessive moisture can cause adhesion problems. Finally, the
lenses are placed in a vacuum chamber for the coating process
where a layer of binding material, either chromium or silicon
monoxide, is applied to the lens surface.
Know your lenses. Virtually any lens can be AR coated, including
laminates and photochromics. However, AR coating does affect
the changeability of photochromics slightly. Lenses should always
be coated in pairs to avoid slight variations in residual color.
It’s best to provide the coating lab with ample information
about the lenses including, lens material, manufacturer, color,
and any in-office treatments you’ve applied including
UV dye.
Tips
for Cutting and Edging
lenses that are to be AR Coated
Organize
edging jobs so that all like materials are cut at the same time,
i.e., don’t cut CR39 after a glass job.
Avoid cutting
plastic lenses on a glass edger.
Wash you
system down with water spray to remove any lens material remaining
on the machine.
Use separate
coolant buckets for glass and plastic jobs.
Be certain
chuck pressure is correct when lenses are edged.
Change chuck
pads when changing material.
Use surface-saver
tape when edging, edge-polishing or grooving then remove the
tape immediately after processing.
Be sure lenses
are free from any kind of edger slurry and that they are free
from layout marks before shipping to the coating lab.
AR Coated Lenses
Cosmetic Considerations
Edge Polishing
Edge polishing should be done before the lenses are coated.
Although the lens edges are not coated, any reflections that
come through the edges are usually minuscule. While edge polishes
and AR coating can work well together, both a polished edge
and a frosted sample should be demonstrated to the Patient.
Tinting
If the lenses are going to be tinted, this must be done before
being sent to the AR lab. Cosmetic tints reduce light transmission
slightly, counteracting the purpose of AR. Coating the lenses
makes them virtually invisible, tints make them visible again.
Also, the color may not exactly match the sample since AR coating
has its own residual color. For best results tint the lenses
about 15% darker, then bleach out the excess color until it
is about 5% to 10% darker than the end result you want. This
will remove any surface dye and stabilize the color. UV treated
lenses can also be AR coated. The back surface of sun lenses
are often tinted to minimize reflections from light coming from
the side or back of the wearer.
Selecting
an AR Coating laboratory
Lenses can be sent directly to a coating lab or they can be
sent to the surfacing lab who may act as a middleman. The performance
of the lab can be as important as the performance of the coating
since customer service is critical to your success. Any questions
you might have regarding AR coating should be answered quickly
and politely. The cost of having lenses coated will vary according
to the type of lenses being used, whether one side or both is
being coated, and the amount of work the lab does for you.
Most AR coaters provide same day turn-around within their labs,
which means three business days when transportation time is
factored in. The coating lab should be able to provide support
in an effort to educate Patients about the benefits of AR coating,
and the Dispenser with marketing support such as point of purchase
materials, and with the technical aspects of dispensing AR.
Presenting
AR Coating
The Refractionist can play an important role in presenting AR
coating. The discussion of AR should begin in the exam room
and be seen as an opportunity to educate Patients on the benefits
of AR. Lifestyle information can be gathered verbally, or when
the Patient completes a questionnaire. Either method can be
used as a lead-in to presenting information about AR coating,
or any other premium lens product such as high index materials
or aspheric's. AR coating could be written on the Rx, and it
should be worn by the office staff.
After the exam, the Patient should be introduced to the Dispenser
and the Refractionist may explain any lens options that were
discussed with the Patient. If the Patient has selected high
index lenses AR coating is especially important since high index
materials reflect more light than conventional lenses. Many
Practitioners coat the back surface of sunglass lenses to minimize
reflections when the sun is located to the side or behind the
Patient’s head. AR coated photochromics can improve light
transmission at night while reducing back surface reflections.
Benefits
To Be Emphasized
Visual Clarity
- AR allows 8% more light to enter the eye. That is, 8% less
light is reflected away from the eye on the front surface of
the lens so more light is made available for vision. The result
is clearer, sharper vision and reduced eyestrain, which benefits
everyone.
Occupational
- Fluorescent lighting, computers, cash registers, etc., all
cause an increase of reflections in the workplace. This increase
in reflections causes eyestrain, headaches, fatigue and a decrease
in work productivity.
Night driving
- External reflections are a major problem when it comes to
driving safely at night. The reflections from oncoming headlights,
streetlamps, and the road can cause distractions and discomfort
to the driver. Internal reflections can cause ghost images and
result in a decrease in reaction time.
Sunwear -
Backside AR can eliminate a couple of problems related to sunwear.
First is the annoying image of the eye that is reflected in
the center of the lens and can be very distracting. The second
is the glare hazard that is caused by the mirror effect of a
dark lens. With sun lenses, light from behind the wearer can
be reflected directly into the eye from the back of the lens
surface causing discomfort. Note: AR coatings are no applied
to the front surface of a polarized lens because it affects
the polarization process and can reduce the darkness of the
polarized lens by as much as 8%.
Cosmetic
- Shakespeare once said, “The eyes are the window to the
soul.” If reflections are inhibiting eye contact and eye
visibility, much can be lost. AR coating enhances not only the
appearance of the Patient but can increase the effectiveness
of communication by enabling better eye contact.
Demonstration kits can be used when presenting AR coating to
the Patient. The cosmetic benefits of AR can be easily demonstrated
by placing two plano lenses in an attractive frame, one AR coated
and the other not. The Dispenser should place the frame on the
Patient and point out the cosmetic appeal of the coated lens.
An especially effective method of demonstrating improved contrast
enhancement of AR coated lenses is to hold a partially coated
lens over printed material. The coated portion of the lens will
produce a sharper crisper image.
When pricing AR coating, many Practitioners “bundle”
the cost of AR into the lens price and consider it an integral
part of the lens choice.
Provide excellent customer service with personalized attention
and concern for ascertaining the needs of your Patient, then
using your professional expertise to help them fill those needs.
Finally, its important to educate Patients on the proper care
and maintenance of their AR coated lenses. Some suggestions
for a Patient Handout on the care and maintenance of AR coated
lenses follows.
Frequently
asked questions about AR Coating
Should
AR coating be applied to Transitions lenses?
Yes. The
AR coating creates an oxygen barrier and prolongs the life of
the lens. Normally, without AR coatings the photochromics could
break down as much as 22-23% after two years. With AR coating,
the maximum break down is 16%. There is no loss in speed of
activation and there is minimal-insignificant speed of fade
with an AR coating.
Do AR coatings have any UV protection?
No. AR coatings
do not contain any UV protection.
Can lenses be tinted after they have been AR coated?
No. Tinting
needs to be done before the lenses are AR coated.
Patient
handouts are recommended for
Care and Cleaning of AR Coated Lenses
AR coatings, as they are called, virtually eliminate the reflections,
such as the images of your own eyes and eyelashes, from the
back sides of lenses. AR coatings also let more light reach
your eyes through the front side of the lenses, increasing contrast
and clarity. This means that you actually see better - particularly
in such low-light situations as night driving.
AR coating will also significantly reduce light reflections
from the front of lenses, making them seem almost invisible.
People will focus on your eyes, not on your eyeglasses, and
when appearing in photographs or on video, your eyes will be
much more visible.
Clean your new lenses carefully.
Just as your fine jewelry or delicate camera lenses must be
cared for properly, AR coated lenses also need a little TLC
so that they can continue to perform well.
AR
Cleaning Tips
Rinse the
lenses under the tap with lukewarm water.
Place a drop
of a mild hand soap or dishwashing liquid on each lens. (Dawn
and Joy are ideal. Don’t use soap that contains hand cream
- this will smear the lenses.)
With your
fingers, rub the soap on both sides of each lens for about 5
seconds per lens, then rinse under the tap.
Use a clean,
lint-free cotton towel or a special microfiber cloth available
from your optical dispensary to gently wipe each lens dry. Wash
your microfiber cloths once a week, without a fabric softener
to avoid an accumulation of body oils.
Do not “polish”
your lenses - just remove the water. Avoid using most tissues
or paper towels. Paper products are made from wood and many
contain small particles that can scratch your lenses. Use care
in using any cloths also, because the weave may be rough enough
to scratch the lenses.
Clean your
lenses at least once daily.
Any
attempt to clean coated lenses without first removing any tiny,
abrasive material by rinsing or at least blowing off any surface
particles may result in unwanted scratches. Remember, today's
surface coatings are extra thin, therefore they require extra
care.
When
there’s no water
If you need to clean your AR lenses when you do not have access
to running water, you will need to take certain precautions
to ensure that you do not scratch the lenses:
Use a spray
cleaner that is specially formulated for AR lenses, thoroughly
wetting each side of the lens and wiping them dry with a microfiber
cloth.
Never attempt
to clean your AR lenses dry if there is visible dirt on them.
Rubbing the lenses when they are dirty may scratch them.
If the lenses
are not dirty, only smudged, as with a fingerprint for example,
use the special AR microfiber cleaning cloth to gently remove
the oils.
Common
Sense
Use common sense to care for your glasses when you’re
not wearing them to protect your lenses:
Keep your
glasses in their case when they’re not on your face.
If you remove
your glasses from time to time during the day, place them in
their case. If you can’t keep your case handy, be sure
that you do not rest the glasses face-down on the lenses. Also,
keep the temples unfolded (just as they are when you remove
them from your face) so that the temples do not meet the lenses
and scratch them at the contact points.
Rest the
glasses upside down on a flat surface. This will reduce their
chances of tipping over onto the lenses and scratching. --






















